シリコーン製の最終製品を3Dプリンターによって製造する
2025年09月08日
シリコーン製の最終製品は、パッキンやガスケット、クッションパッドなど、日常から産業まで幅広く活用されています。
これらの製造では、射出成形、圧縮成形、ディップ成形などの、金型や治具を使用することが前提の工法が中心となっています。
しかし今、その一部が3Dプリンターで製造できる時代が来ています。
その背景となるのは、信越化学工業とStratasysが協業開発した、真のシリコーン性能を持つ材料「P3™ Silicone 25A」の登場です。
当コンテンツでは、この新材料によって何が変わるのか、そしてどのような活用が期待できるのかについてご紹介いたします。
シリコーン製の最終製品の例
シリコーンは柔軟性・耐久性・難燃性などの特性から、多様な業界で最終製品として使われています。
ここでは代表例として、下記5つの分野におけるシリコーン製の最終製品をご紹介いたします。
自動車
エンジン・電装まわりのOリング、ガスケット、ダイヤフラムなど、耐熱・耐候・電気絶縁を活かした用途が広い領域です。
他にも等速ジョイント用ブーツなど、柔軟性と耐久性の両立が求められる部位にも使われます。
エレクトロニクス
放熱シートや絶縁部品などの機器内部の部品や、入力デバイスのシリコーンキーパッドなど、様々な活用が見られます。
他にも、LEDや半導体の封止材としても用いられます。
航空宇宙
機体ドアや窓枠のガスケット、機体に搭載した電子機器の保護材・放熱材などで使用されています。
航空宇宙分野では、使用材料に難燃要求が設けられているケースも多く、材料選定が厳格です。
医療機器
吸入マスクのシリコーンクッション、カテーテルやバルーン、小型逆止弁やダイヤフラムなどが挙げられます。
医療機器分野では、生体適合性や滅菌プロセスへの適合が重視されており、様々な医療用ゴム部品やチューブ状部品の材料としてシリコーンが採用されています。
産業機器
サニタリーガスケット(ヘルールガスケット)、容器・設備のパッキンやOリングなどの設備部品のほか、作業者が使用する保護ブーツやキャップなどにもシリコーンが用いられています。
特に、洗浄条件がある場合や薬品耐性が求められる現場で使われています。
これまでの工法とそれぞれのメリット/デメリット
シリコーン部品の製造では、用途・数量・形状などに応じて複数の工法を使い分けています。
ここでは代表的な5つの工法について、簡単に整理します。
射出成形(LIM成形)
射出成形は、加熱して流動化させたシリコーンを高圧で金型へ射出・充填し、成形する工法です。
二液の液状シリコーンゴムを混合して加熱金型に射出し、化学反応で硬化させるLIM成形も、射出成形の一種です。
自動化とサイクル短縮に優れ、バリが無く、ランナーレスの精密・薄肉・複雑形状の量産が可能です。
一方で初期の金型・設備投資が大きく、設計変更は型改修が前提になりがちなため、少量・高頻度変更には不向きです。
圧縮成形
シリコーンを金型キャビティにセットし、加熱・加圧して硬化させる方法です。
厚肉や大型な部品などに向いています。金型構造も比較的単純なため、大量生産までいかずとも、中量生産まではコストメリットがあります。
その反面、手作業工程やバリ取りが残りやすく、多品種対応や高い寸法再現にはやや不向きです。
押出成形
シリコーンをダイ(口金)から連続的に押し出すことで成形する方法です。
長尺製品の量産性と寸法の揃えやすさが強みで、医療・産業向けチューブなどの製造で広く行われています。
ただし、断面が一定の形状に限定され、チューブ状でない立体や複雑形状の成形には向きません。
打ち抜き
シート状のシリコーンから、刃型で必要な形状を打ち抜く方法です。
金型に比べると低コストの抜き型費を使用するため短納期で、量産にも適しています。またサイズ変更も比較的容易です。
一方で、平面形状が前提となるため、立体形状の製品には適しません。
ディップ成形
マンドレルをシリコーン分散液に浸漬し、引き上げたものを硬化して膜を作る方法です。
継ぎ目のない薄膜を作りやすく、医療用のバルーンやスリーブなどの製造に適しています。
治具費が比較的抑えられるため、少ロットにも向きますが、膜厚均一性が工程条件に左右されやすく、内部に複雑構造を持つ製品の製造には不向きです。
シリコーン最終製品を3Dプリンターで作るメリット
もし3Dプリンターでシリコーンと同等の物性を満たしつつ最終品質をつくることができるとすれば、あらゆる分野における「製造」は大きく変わります。
ここでは、3Dプリンターでの製造が実現したとき、企業や現場が得られる効果について整理します。
低コスト&短納期
金型・治具が不要になることで、初期費用を大幅に圧縮できます。
設計変更はデータを更新することで即再造形できるため、金型製作にかかっていた時間が大幅に短縮されます。
試作・評価・改善の反復も短いサイクルで回すことができるため、総開発コストとリードタイムの両方を縮小できます。また、量産前の「量産相当の試作」が並走しやすいことも利点です。
小ロット・多品種生産に強い
3Dプリンターの強みは、造形の手軽さです。金型製作や型替えの手間・負担なく、製品を1個からつくることが可能です。
サイズ違いや派生品が多い部品でも、3Dデータをデジタル在庫として保管するだけで、需要の変動にも対応できます。
廃番品の置換や少量のカスタム、EOL保守といったロングテールの需要に、在庫リスクを持たず対応することができます。
形状の自由度が高い
薄肉中空・可変肉厚・内部チャネル・表面テクスチャといった、金型では際限の難しい要素を、複数部品に分けることなく「一体」で実現できます。
これにより、リーク低減、接触面最適化、フィット性向上など、性能を左右する細部の最適化を短サイクルで検証可能になります。
部品点数の削減や組立性の向上にも繋がります。
3Dプリンターによる最終製品の製造を実現するソリューション
これまでの3Dプリンター材料にも「シリコーンライク」な樹脂は存在しましたが、シリコーンと同等の物性までは届かず、最終製品への適用はできませんでした。
そこで登場したのが、信越化学工業とStratasysが協業開発した新材料「P3™ Silicone 25A」です。
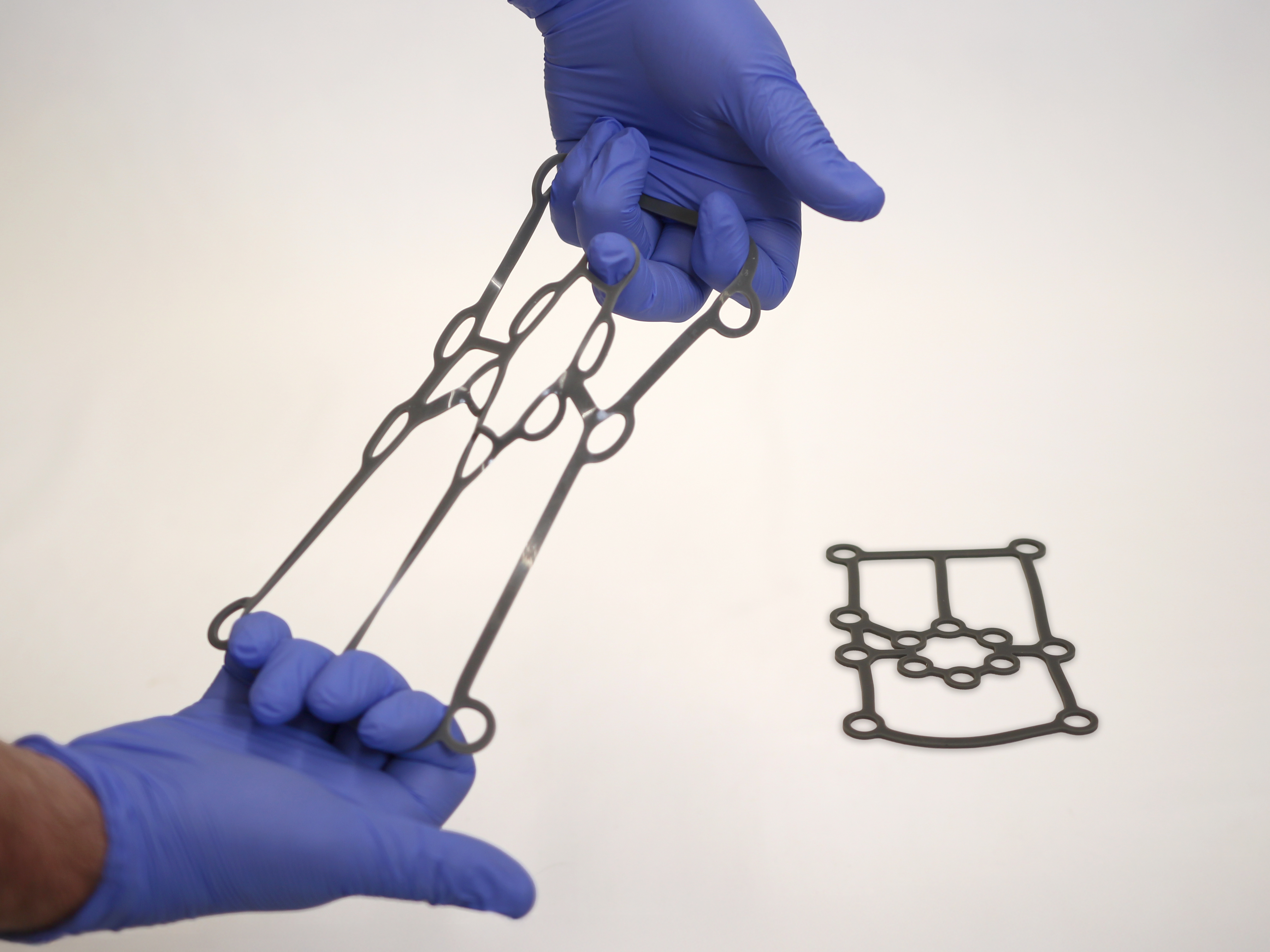
真のシリコーン性能を持つ材料で、600%超の伸びと高い引裂強度、医療・ウェアラブルに求められる生体適合性、難燃性UL-94 V0への適合が実証されています。
これにより、3Dプリンターによる製造品は、試作止まりから最終製品用途に踏み込める可能性が現実的になりました。
この材料を使用できる3Dプリンターは、Stratasys社製Origin Twoです。
造形エリアは約192×108×370 mmで、小さなパーツからやや長尺の部品まで高精度にカバーします。
形状についての造形可否や、求める要件と照らし合わせた最終製品としての適合についてなど、ぜひお気軽にお問い合わせください。
また、当社ショールームにてOriginシリーズを含む様々な3Dプリンターと、その造形サンプルもご覧いただけます。
この記事の監修者

日々お客様からいただく生の声を糧に、「今、本当に求められている情報」をWebサイトやWebセミナーで精力的に発信している。







